| Work material | Aluminum alloy |
| Tool used | φ0.9 square end mill |
| Rotational frequency | 15.000㎜/min-1 |
| Cutting | 0.05㎜ |
| Machining method | Flattening |
| Surface accuracy | |
| PCD end mill | Ra2.52μm |
| Carbide DLC | Ra3.69μm |
Conclusion:
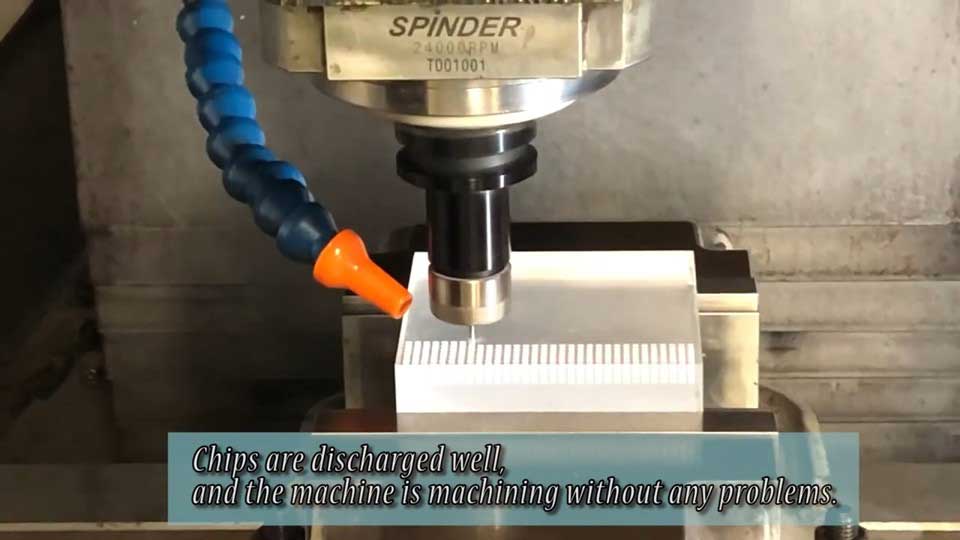
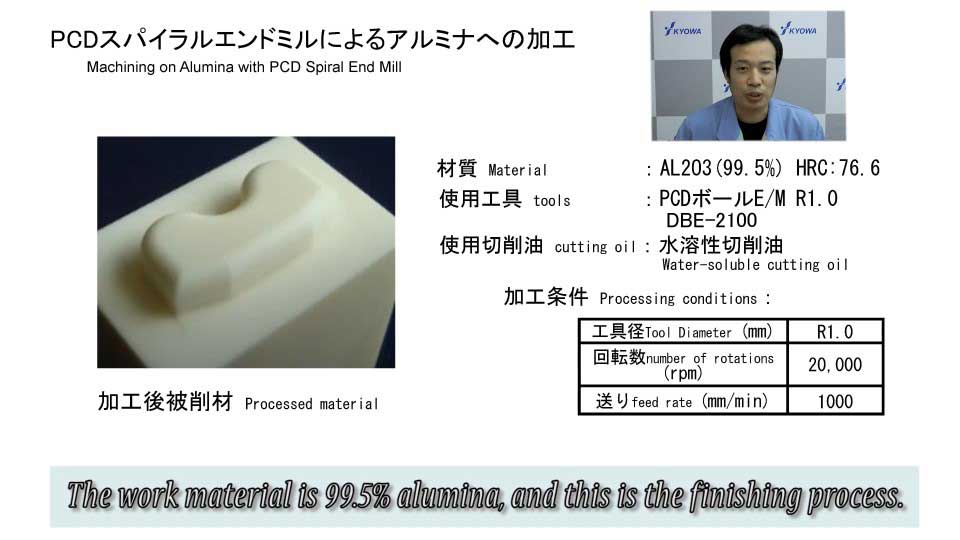
The 100 mm machining with a PCD end mill produced little change in wear. The significantly low affinity with the work materials resulted in minimum deposition of cutting chips and satisfactory surface accuracy.