
工具硬さは被削材の3倍は必要!
放電加工から直彫り加工への工法改革。
超硬コート品の2倍以上の加工速度、5倍以上の工具寿命
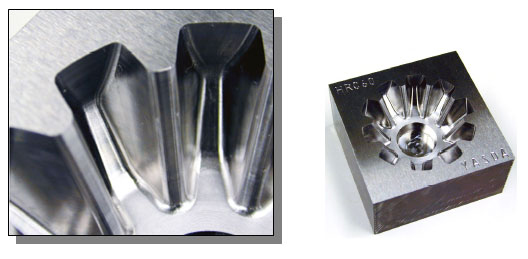
| ワ ー ク | ベベルギアキャビティ (60×60×50) |
| 被 削 材 | DC53(HRC60) |
| 加 工 機 | 安田工業 YBM640V |
| 使用切削剤 | オイルミスト(cBNはドライ加工) |
| 使用工具 | 超硬エンドミル5本、R1×8 cBNエンドミル1本 |
| 加工内容 | 超硬工具+cBN工具で直彫りの加工テスト。(従来工法である放電加工との時間および面粗度の比較) |
| 切削条件 | ||||
| 加工工程 | 使用工具 | 回転数(min-1) | 送り(mm/min) | 加工時間(min) |
| 下穴加工 | 超硬R5ボールエンドミル | 600 | 240 | 7.4 |
| 大荒加工 | 超硬φ10エンドミル | 4,000 | 2,500 | 6.2 |
| 中荒加工 | 超硬R3ボールエンドミル | 5,000 | 1,200 | 19.0 |
| 中仕上加工 | 超硬R1.5ボールエンドミル | 8,500 | 2,000 | 36.1 |
| 中仕上加工 | 超硬R1.0ボールエンドミル | 15,000 | 2,400 | 28.5 |
| 最終仕上加工 | cBNR1.0ボールエンドミル | 20,000 | 2,000 | 50.3 |
| 下穴加工 | 超硬R5ボールエンドミル | 600 | 240 | 7.4 |
| 大荒加工 | 超硬φ10エンドミル | 4,000 | 2,500 | 6.2 |
| 中荒加工 | 超硬R3ボールエンドミル | 5,000 | 1,200 | 19.0 |
| 中仕上加工 | 超硬R1.5ボールエンドミル | 8,500 | 2,000 | 36.1 |
| 中仕上加工 | 超硬R1.0ボールエンドミル | 15,000 | 2,400 | 28.5 |
| 最終仕上加工 | cBNR1.0ボールエンドミル | 20,000 | 2,000 | 50.3 |
【結論】
従来工法(放電加工+磨き加工)<約10時間> VS 直彫り工法 <約2.5時間>
よって、75%の時間が短縮された。
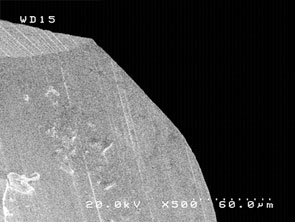
未処理製品(砥石痕が見られ、面精度悪化、チッピングの原因となる)
処理製品(刃先が滑らかで高精度、長寿命化)











