Skip to content
NEWS
協和精工の工具
製品案内
協和精工の製品
製品情報
PCD工具
cBN工具
超硬工具
オーダーメイド
製品紹介動画
技術情報
製品検索
企業情報
会社案内
協和精工の取り組み
企業活動
SDGsへの取り組み
ISO14001
腕時計製造販売
MINASE公式サイト
腕時計 OEM製造
お問い合わせ
ENGLISH
技術情報
2014年12月8日
アルミ(非鉄金属)加工におけるPCD工具の優位性
アルミ(非鉄金属)加工におけるPCD工具の優位性
PCDエンドミルvs超硬DLCコート付
被削材
アルミ合金
使用工具
φ0.9スクエアエンドミル
回転数
15.000㎜/min-1
切込み量
0.05㎜
加工方法
平面加工
面精度
PCDエンドミル
Ra2.52μm
超硬DLC
Ra3.69μm
【まとめ】
PCDエンドミルは100m加工しても摩耗変化はほとんどなかった。また、材料との親和性が極めて低い為、切粉の溶着も少なく、面精度が良好だった。
Prev
Previous:
超硬直彫り加工事例/PCDエンドミル
Next:
Webサイトリニューアルのお知らせ
Next
最新の記事
超硬 キーシードカッ…
新製品
2023年9月19日
PCD センタードリ…
新製品
2023年9月19日
協和精工のピックアッ…
ピックアップ
2023年9月14日
MINASE初のエレ…
お知らせ
2023年5月17日
JIMTOF2022…
お知らせ
2022年11月6日
【一般鋼・アルミ合金…
製品紹介動画
2022年11月6日
Programming School
Mauris maximus sed eros eget posuere. Integer at pellentesque!
Learn more
We recommend
超硬 キーシードカッター KKC-4
新製品
2023年9月19日
PCD センタードリル DCD
新製品
2023年9月19日
協和精工のピックアップ製品
ピックアップ
2023年9月14日
MINASE初のエレガンスモデル プレスリリース
お知らせ
2023年5月17日
JIMTOF2022 ご来場御礼
お知らせ
2022年11月6日
【一般鋼・アルミ合金加工用】ストレードドリルシリーズの紹介
製品紹介動画
2022年11月6日
【樹脂加工用】樹脂加工用ドリル(YSPDR)の紹介
製品紹介動画
2022年11月6日
【一般鋼・アルミ合金加工用】90°面取り刃付き超硬段付きドリル
製品紹介動画
2022年11月6日
「石英ガラスへの加工」PCD多角アングルドリル使用
製品紹介動画
2022年11月6日
「単結晶シリコンの穴あけ」PCD多角アングルドリルを使用
製品紹介動画
2022年11月6日
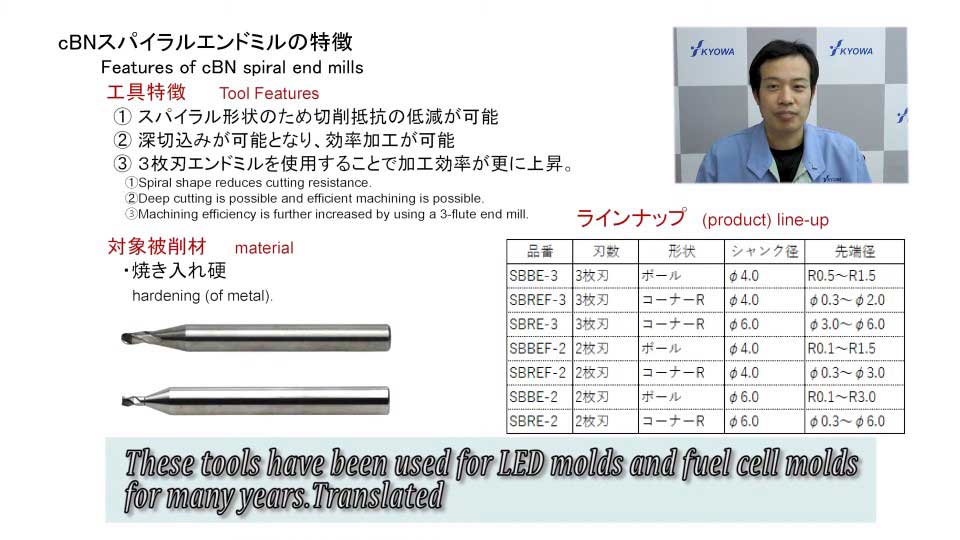
【焼入れ鋼加工用】cBNスパイラルエンドミル
製品紹介動画
2022年5月18日
【焼入れ鋼加工用】cBN面取りカッター
製品紹介動画
2022年5月18日
Go to Top
Menu
NEWS
協和精工の工具
製品案内
協和精工の製品
製品情報
PCD工具
cBN工具
超硬工具
オーダーメイド
製品紹介動画
技術情報
製品検索
企業情報
会社案内
協和精工の取り組み
企業活動
SDGsへの取り組み
ISO14001
腕時計製造販売
MINASE公式サイト
腕時計 OEM製造
お問い合わせ
ENGLISH